Залізний Гаррі – професійний інструментарій для монтажу та обслуговування кабельних систем!
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:


Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Наиболее распространённой является технология склеивания, для которой используется специальное оборудование и инструмент и которая включает несколько технологических операций.
В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.

После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности, выполнение данных работ контролируется с помощью оптического микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.

Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
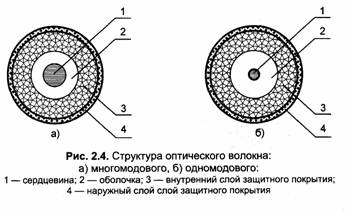
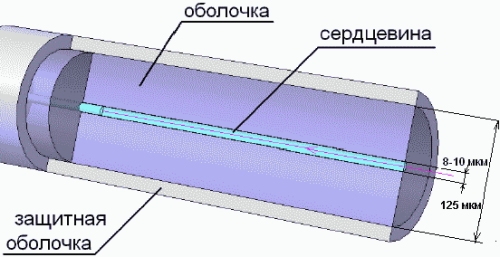
Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).